




Overview of Metal Pressure Transducer Diaphragms
Leave a CommentA diaphragm pressure transducer is a mechanical device that converts pressure changes into an electric signal, which can be measured to gauge changes in pressure. Diaphragm pressure transducers are particularly useful for low pressure applications.
How Does a Pressure Transducer Work?
Pressure levels and fluctuations are registered through deformation of a diaphragm and attached gauges. The displacement of the diaphragm and gauges is proportionally converted into electrical current. That electrical signal is analyzed to determine accurate pressure measurements.
Diaphragms for pressure transducers can be composed of either metal or non-metal materials. Non-metal diaphragms are durable but tend to be less elastic than metal diaphragms. This makes them less desirable for applications which require precise measurements with low flow volume.
What is a Metal Diaphragm?
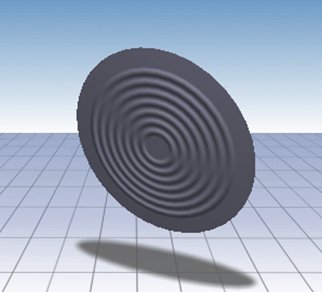
Metal diaphragms are circular plates composed of thin, flexible metal that exhibit deformation when under pressure. Diaphragms are used for both sealing and pressure transference. Diaphragm seals prevent fluid from leaking into other parts of the system while simultaneously preventing contamination of the fluid itself. Within a pressure sensor, diaphragms isolate the system and transfer the effects of pressure changes to the gauges, where the changes are converted into electrical current for analysis.
Two Main Types of Solid Metal Diaphragms

Metal diaphragms can be specially tailored to meet the needs of a wide range of industries and applications. There are two primary metal diaphragm designs: High-Sensitivity Low-Pressure (HSLP) and Low-Sensitivity High-Pressure (LSHP).
What are High-Sensitivity Low-Pressure Diaphragms?
HSLP diaphragms are used for applications that require the diaphragm to operate with a great deal of flexibility under low-pressure conditions. They are more frequently used than their LSHP counterparts and are particularly useful for low-pressure applications that require a high degree of precision, such as food production and pharmaceutical manufacturing.
What are Low-Sensitivity High-Pressure Diaphragms?
LSHP diaphragms must be more rigid and capable of retaining their shape and position in high-pressure applications. Their durability makes LHSP diaphragms valuable as protective barriers in high-pressure equipment. They can also be particularly useful for the conversion of pressure displacement into electronic signals. LHSP diaphragms are often designed to open at precise pressures, making them useful for applications which require highly accurate pressure measurements. Pressure-based medical equipment and systems that operate in extreme environments also benefit from the use of LHSP diaphragms.
Types of Tooling for Metal Diaphragms
At Hudson Technologies, we use two highly specialized tooling methods to manufacture quality metal diaphragms. The method used depends greatly on the intended thickness of the component and expected production volume.
Metal-to-Rubber Tooling
For prototyping, sampling, and lower production volumes of less than 50,000 annually, metal-to-rubber tooling is appropriate for diaphragms with a thickness greater than 0.0015 inches. This process is less expensive than other tooling methods, and ideal for swift small-scale production of highly accurate components.
Metal-to-Metal Tooling
Metal-to-metal tooling is ideal for production volumes that exceed 50,000 components annually, and for diaphragms with a thickness less than 0.0015 inches. This type of tooling can be relied upon to produce highly accurate components within tight tolerances for burr height, part configuration, and durability.
Applications and Capabilities of Metal Diaphragms
Metal diaphragms are highly versatile and have a broad range of uses in mechanical and industrial equipment, medical devices, and pressure transducers. Common uses of metal diaphragms include:
- Pressure regulators
- Conversion of movement into electrical signals
- Protective fluid barrier
- Flexible membrane for fluid pumps
- Protective barriers and failure points
Due to their combined durability and flexibility, metal diaphragms can endure repetitive cycling for millions of strokes and are capable of operating accurately in extreme environments where they may be exposed to broad temperature fluctuations, corrosive materials, and extreme pressure.
Working with Hudson Technologies
Hudson Technologies is a premier provider of metal diaphragms for industries around the world. We are pleased to provide top quality diaphragms for:
- Aerospace equipment
- Military and defense applications
- Energy storage equipment
- Medical devices and equipment
- Oil and gas production
- Semiconductor equipment
- Commercial manufacturing and production
Our engineering and manufacturing capabilities are second to none and our highly trained staff is committed to the accurate production of superior metal components from the initial design through prototyping and final production. Our quick-change tooling allows us to produce a variety of products simultaneously for quick turnaround and reduced lead times.
We specialize in the analysis and design of metal component solutions to meet the varied needs of our customers. Read more about us to learn about our commitment to innovative solutions.
For more information on our metal pressure transducer diaphragms and other quality metal components, contact us today or request a quote.






 In 1967 his path crossed with Fender Musical Instruments, where he was exposed to the fascinating world of the music industry. After starting Actodyne General, Don found out that Fender was experiencing a high rejection rate during the production of traditional style guitar pick-ups that were made at the time. Eager to become more involved in the music industry, Lace began to develop a new guitar pickup that would have a lower rejection rate during production. Lace used one of his existing solenoid patents that was in part a transducer, and partially an open-and-closed device called a shock generator.
In 1967 his path crossed with Fender Musical Instruments, where he was exposed to the fascinating world of the music industry. After starting Actodyne General, Don found out that Fender was experiencing a high rejection rate during the production of traditional style guitar pick-ups that were made at the time. Eager to become more involved in the music industry, Lace began to develop a new guitar pickup that would have a lower rejection rate during production. Lace used one of his existing solenoid patents that was in part a transducer, and partially an open-and-closed device called a shock generator.


 Hudson’s can city pictures and made their own version of cityscapes using their own Actodyne General coil products as the buildings.
Hudson’s can city pictures and made their own version of cityscapes using their own Actodyne General coil products as the buildings. After several meetings with the Lace brothers, orders were placed for a new generation of pickup covers. Don redesigned the covers to have thicker brass walls and to emboss the words “Lace Sensors” onto the part. The redesign and ordering process went smoothly, and before long the first shipment of the new parts arrived at the Lace facility in Cypress, California.
After several meetings with the Lace brothers, orders were placed for a new generation of pickup covers. Don redesigned the covers to have thicker brass walls and to emboss the words “Lace Sensors” onto the part. The redesign and ordering process went smoothly, and before long the first shipment of the new parts arrived at the Lace facility in Cypress, California.