What is Tooling?
Hard tooling is the method through which components are shaped into the desired final product. This method converts flat or coiled metals into deep drawn enclosures and cans. Tooling comes in several forms, including but not limited to:
- Dies
- Hold-Downs
- Knockouts
- Punches
- Sleeves/Pressure Pads
Multiple press operations are often needed to create the desired shape for a deep drawn enclosure, and each operation may require its own unique tooling. The process first involves blanking and drawing the raw material into a shallow bowl shape. Then, additional press operations reduce the component’s diameter and increase its depth, shaping it into the product.
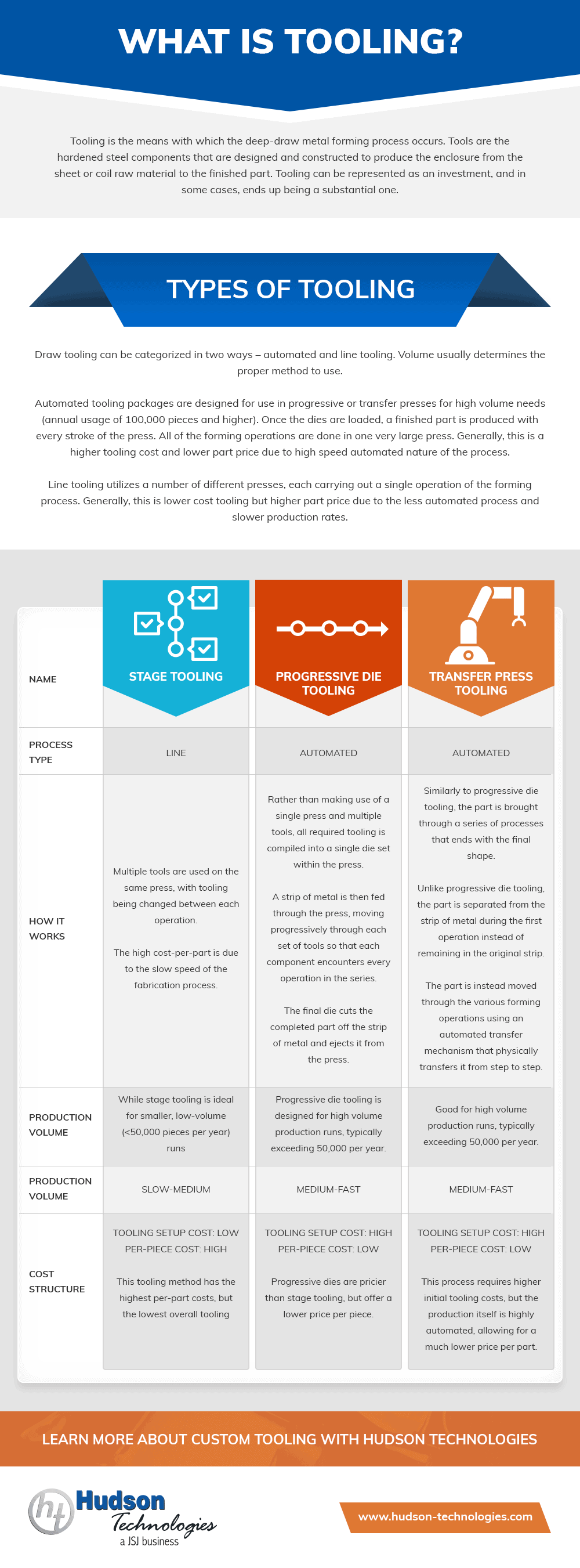
Types of Hard Tooling
Hudson Deep Draw will determine which type of tooling is appropriate for your needs based on your budget and the desired quantity of parts.
Stage Tooling
The stage tooling process involves using multiple tools on the same press, changing tooling between each operation. While this method has the lowest overall tooling costs, it has the highest per-part costs due to the slow speed of product fabrication. All stage-tooled parts are cold-formed, meaning the forming process does not use induced heat.
Occasionally, work-hardening necessitates cleaning and annealing certain parts between operations. The annealing process slowly heats the workpiece in a furnace, making it more malleable and allowing it to undergo further press operations. This process is repeated until the final product is completed. Depending on the component’s material and the desired final shape, it may need to be annealed multiple times before the process is complete.
Progressive Die Tooling
Progressive dies are more costly than stage tooling but offer a lower price per piece. While stage tooling is ideal for smaller runs, progressive die tooling is designed for high-volume production runs, typically exceeding 50,000 per year.
Progressive die tooling is used for progressive stamping, which compiles all required tooling into a single die set within the press. A strip of metal is fed through the press, moving progressively through each set of tools so each component encounters every operation in the series. The final die cuts the completed part off the metal strip and ejects it from the press.
Transfer Press Tooling
The transfer press tooling process is also used for high-volume production, but differs from progressive die tooling in that the part is separated from the metal strip during the first operation. The part is then moved through the various forming operations using an automated transfer mechanism.
Equipment for Hard Die Tooling
At Hudson Deep Draw, our 115,000-square-foot manufacturing facility houses a wide range of manufacturing equipment and advanced machinery for die tooling, helping us continue to create high-quality metal products.
Tooling Manufacturing Equipment & Capacity
Our state-of-the-art facility contains over 130 forming presses, all fully modernized and ready to handle all kinds of projects. Our clients include small and large businesses, with projects ranging from individual prototypes to high-volume production runs of up to 5,000,000. For simple to complex component designs, we use several types of presses with tonnages ranging from 1 to 500 tons, including:
- Double Action Mechanical Press
- Hydraulic Press
- OBI (Open Back Inclined) Press
- Pneumatic Press
- Servo (plus CNC Cushion) Press
- Transfer Deep Drawing Press
Tool Room Metalworking Machinery
Equipped with a wide range of top-quality machinery, our tool room allows the team at Hudson to provide reliable services that support our deep drawn metal forming processes. Our tool room equipment includes:
- Bridgeport Milling Machines
- CNC Mills & Lathes
- Modification Capabilities
- Surface Grinders
- Wire EDMs (Electrical Discharge Machines)
Customization Machinery
We use a variety of specialty machines to provide complete customization options and help you meet your specific application demands. This equipment allows for the easy modification of metal parts and includes:
- 5-Axis Laser
- Robotic Finishing Machine
- Spot Welders
- Multiple Trimming Methods
- Lathes
- Spinners
- Vibratory Tumblers
Finishing Machinery
In addition to our primary machining services, we offer various finishing and other value-added services to ensure you receive a finalized end product that meets all necessary specifications and requirements.
Metals & Materials for Metal Stamping Tooling Processes
When selecting the right material for your project, our experts consider key factors, including tensile strength, ductility, weldability, and machinability. We have experience working with a range of metals and materials, from standard metals like aluminum, stainless steel, and brass to specialty alloys such as Monel®, Hastelloy®, and Inconel®. Let our team help determine the best metal for your needs.
Custom Hard Tooling & Equipment from Hudson Deep Draw
In addition to tooling fabrication, Hudson Deep Draw offers numerous metal forming solutions, including:
- Catalog P Always made to order, our catalog offers over 15,000 standardized shapes and sizes of enclosures at no tooling cost. Since we don’t stock excess inventory for our catalog products, each order must meet a minimum purchase threshold.
- Modification T This process is used to modify an existing shape―for example, by adding holes. The tooling cost for these products is minimized significantly by employing our 5-axis laser to cut modifications.
- Diaphragm T We’ve specially designed this process to stamp and form foil metals for metal diaphragm manufacturing.
Hudson Deep Draw is AS9110D certified as well as ISO 13485:2003 and ISO 14001:2004 compliant. We are committed to helping you bring your designs to life. Request a quote to discuss your project and tooling needs today.
Got questions? Find answers to Frequently Asked Questions or contact us to speak with a team member.